Operations to over 100 customers over 10 countries with specialist automated induction hardening covering a range of business from the ground upwards
Learn moreOperations to over 100 customers over 10 countries with specialist automated induction hardening covering a range of business from the ground upwards
Learn moreOperations to over 100 customers over 10 countries with specialist automated induction hardening covering a range of business from the ground upwards
Learn more
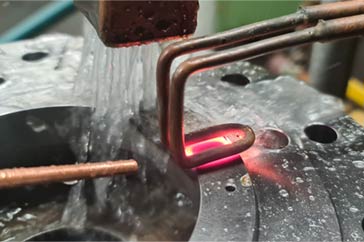
Induction hardening is a non-contact heating process which utilizes the principle of electromagnetic induction to induce heat inside the surface layer of a component.
Induction hardening is a controlled precision process which induces a localized hardened 'case' on the surface of the component which can obtain depths of typically 0.5 - 5mm (although case depths up to 25mm have been achieved by IHT) and hardness's of between 30 - 65 HRC depending on the steel grade used. This ensures that the wear resistance, surface hardness and fatigue life of your component is maximized.

Crucial parameters such as temperature, heat time, heat location and quench delay are precisely computer controlled to ensure excellent reproduce-ability and that hardening is only achieved where specified.
Induction Heat treatments offer comprehensive range of specialist induction solutions for your components. We accommodate single piece processes to complete full scale automation.

Computer controlled operations using CNC and robotic controls ensure consistent component accuracy, quality and production efficiency time and time again on your components.
Induction hardening is a controlled precision process which induces a localized hardened 'case' on the surface of the component which can obtain depths of typically 0.5 - 5mm (although case depths up to 25mm have been achieved by IHT) and hardness's of between 30 - 65 HRC depending on the steel grade used. This ensures that the wear resistance, surface hardness and fatigue life of your component is maximized.


Lorem ipsum dolor sit amet,consectetur adipiscing elit, sed do eiusmod tempor incididunt ut.
Lorem ipsum dolor sit amet,consectetur adipiscing elit, sed do eiusmod tempor incididunt ut.
Lorem ipsum dolor sit amet,consectetur adipiscing elit, sed do eiusmod tempor incididunt ut.
The induction process as a heat treatment process is one of the most consistent processes in use. The components are treated individually and are all given the same electronically controlled heat treatment cycle.
Our commitment to quality permeates our company structure, top to bottom. At the top level, our Managing Director, oversees our Quality Management System and promotes the use of best practices company-wide, our system is audited on a monthly basis by an external auditor.
The quality function is also an integral part of our line organization. We deploy Operations Quality personnel who support operations by implementing our Quality Management System and performance improvement program across their cells.
Our office applies standard operating procedures, work instructions, and other best practices to achieve results that exceed our customer expectations, based around ISO9001:2015 certification which is implemented on a factory wide networked MRP System.

Each component with in the batch is routinely checked for hardness and specifications. This also includes destruction testing and analysis

Every employee is responsible for not only their own quality performance, but for identifying ways in which we can improve our work processes to deliver more added value, resulting in a market orientated cost down advantage.

Results that exceed our customer expectations, based around ISO9001:2015 certification which is implemented on a factory wide networked MRP System.
Lorem ipsum dolor sit amet, consectetur adipiscing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. Ut enim ad minim veniam, quis nostrud exercitation ullamco laboris nisi ut aliquip ex ea commodo consequat. Duis aute irure dolor in reprehenderit in voluptate velit esse cillum dolore eu fugiat nulla pariatur.

Our metallurgical samples are prepared on an automatic cut-off machine to eliminate sample burn and erroneous results.


Our Vickers and Rockwell Hardness testers areca liberated externally at 6 monthly intervals, which ensures we deliver accurate component testing

Our Vickers Projection Microscope is used to verify the case quality and to develop process procedures to produce the optimum quality of component.

Crack Detection is facilitated by a fluorescent magnetic particle which is augmented by a high intensity Ultraviolet light viewing system.

We manufacture inductors to our own designs for our own use. This facility allows us to develop processes rapidly and to minimize downtime due to inductor failure.
Our metallurgical samples are prepared on an automatic cut-off machine to eliminate sample burn and erroneous results.
Our Vickers and Rockwell Hardness testers areca liberated externally at 6 monthly intervals, which ensures we deliver accurate component testing
Our Vickers Projection Microscope is used to verify the case quality and to develop process procedures to produce the optimum quality of component.
Crack Detection is facilitated by a fluorescent magnetic particle which is augmented by a high intensity Ultraviolet light viewing system.
We manufacture inductors to our own designs for our own use. This facility allows us to develop processes rapidly and to minimize downtime due to inductor failure.
Crack Detection is facilitated by a fluorescent magnetic particle which is augmented by a high intensity Ultraviolet light viewing system.
We manufacture inductors to our own designs for our own use. This facility allows us to develop processes rapidly and to minimize downtime due to inductor failure.
For a more in-depth contact form where you are able to upload your drawings and detailed enquiry specifics go to contact us



